Molding
Injection Molding
Plastic injection molding is a manufacturing process that involves heating plastic to a molten state and then using pressure to inject a controlled amount of it into a cold mold. The mold is usually made of metal and has cavities that correspond to the shape and size of the desired product. The plastic fills the cavities and solidifies as it cools down, forming the final product.
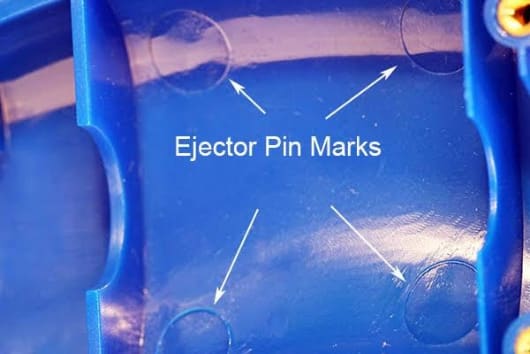
One of the common components of a plastic injection molding machine is a screw mechanism and a hopper. The screw mechanism rotates and pushes the plastic pellets from the hopper into a heated barrel, where they melt and become viscous. The screw mechanism also acts as a plunger that injects the melted plastic into the mold through a nozzle. When the part cools, the mold is separated and ejector pins push out the part. Most commonly, gravity is used to drop the formed part into the desired location. Designing the molds for injection molding requires that the designer consider where ejection pins will press on the part to eject it from the mold. You can often identify that a part has been manufactured using injection molding by the round marks left by the ejection pins.

Plastic injection molding machines are classified by two main parameters: the shot size and the clamping tonnage. The shot size refers to the maximum amount of plastic that can be injected in one cycle, measured in grams or ounces. The clamping tonnage refers to the force that the machine can apply to keep the mold closed during the injection process, measured in tons or kilonewtons. Larger machines can produce more than 200 tons of clamping force and inject more than 20 ounces of plastic per shot.
Different types of plastic have different properties and characteristics that affect the injection molding process. One of these properties is the clamping tonnage requirement, which is the minimum force needed to prevent the mold from opening due to the internal pressure of the injected plastic. A typical value for this property is 2.5 tons per square inch of projected part area, but it can vary depending on the type and grade of plastic used.
One of the advantages of plastic injection molding is that it can produce large quantities of identical parts with high precision and accuracy. However, one of the drawbacks is that it requires a high initial investment in designing and making the mold, which can be complex and costly. Therefore, plastic injection molding is usually suitable for mass production or large-scale projects that can justify the mold cost.
Blow Molding
Blow molding produces hollow parts with a thin, relatively constant thickness shell. The process involves inflating a heated plastic tube, called a parison, inside a mold cavity until it conforms to the shape of the mold. There are two main types of blow molding: extrusion blow molding and injection blow molding.
Extrusion blow molding is the most common and versatile method of blow molding. It involves extruding a continuous parison from a die head and then clamping it between two mold halves. A blow pin is inserted into the parison and air is blown through it, expanding the parison against the mold walls. The mold is then opened and the part is ejected.
Injection blow molding is a more complex and precise method of blow molding. It involves injecting molten plastic into a preform mold, which forms the neck and base of the part. The preform is then transferred to a blow mold, where air is blown through the neck, inflating the preform into the final shape. The mold is then opened and the part is ejected.
Some examples of products made by blow molding are bottles, containers, toys, ducts, fuel tanks, and balls. Blow molded parts can be identified by the crease or seam that is formed when the mold halves separate, unless it is removed in a secondary process such as trimming or sanding.

Thermoforming
Thermoforming is a process of shaping a thin sheet of plastic using mechanical tools or air pressure to make it conform to the shape of a mold. The plastic sheet is heated until it becomes soft and pliable, then it is pressed against the mold by a force or a vacuum. The plastic cools down and hardens, retaining the shape of the mold.
Vacuum forming is a type of thermoforming that uses a vacuum to suck the air out between the plastic sheet and the mold. This creates a tight fit and a smooth surface on the plastic part. Vacuum forming is suitable for making large, simple and low-cost parts, such as packaging trays, containers and lids.
Advantages of thermoforming:
- It is a fast and economical method of producing plastic parts.
- It can produce parts with complex shapes and details, such as logos, textures and holes.
- It can use a variety of plastic materials, such as acrylic, polystyrene, polyethylene and PVC.
- It can produce parts with different colors, finishes and thicknesses.
- It can recycle the excess plastic material, reducing waste and cost.
Disadvantages of thermoforming:
- It requires a high initial investment in molds and equipment.
- It has a limited range of part sizes and shapes, depending on the mold design and the plastic sheet size.
- It has a lower dimensional accuracy and stability than other molding methods, such as injection molding or blow molding.
- It may produce defects such as warping, cracking, bubbles and thinning on the plastic parts.
Rotational Molding
Rotational plastic molding is a process that produces hollow plastic parts by heating and rotating a mold filled with plastic resin powder. The rotation causes the plastic to melt and coat the inside of the mold evenly, forming a uniform wall thickness. The mold continues to rotate until the plastic cools and solidifies, creating the final shape. Rotational plastic molding can be used for various types of parts or products, such as tanks, containers, bins, toys, furniture, automotive components, and more. Rotational plastic molding has several advantages, such as low mold cost, design flexibility, high durability, and minimal waste.
